In pharmaceutical and life sciences manufacturing, documentation is one of the most critical parts of maintaining compliance and product quality. For years, paper logbooks have been used to record equipment usage, cleaning activities, maintenance records, environmental conditions, deviations, and production data. While paper-based systems were once considered standard practice, modern GMP facilities are now moving toward digital logbooks to improve operational efficiency and regulatory compliance.
Replacing paper logbooks with electronic systems is no longer just a technology upgrade. It is a strategic investment that helps pharmaceutical companies reduce errors, improve data integrity, simplify audits, and increase productivity.
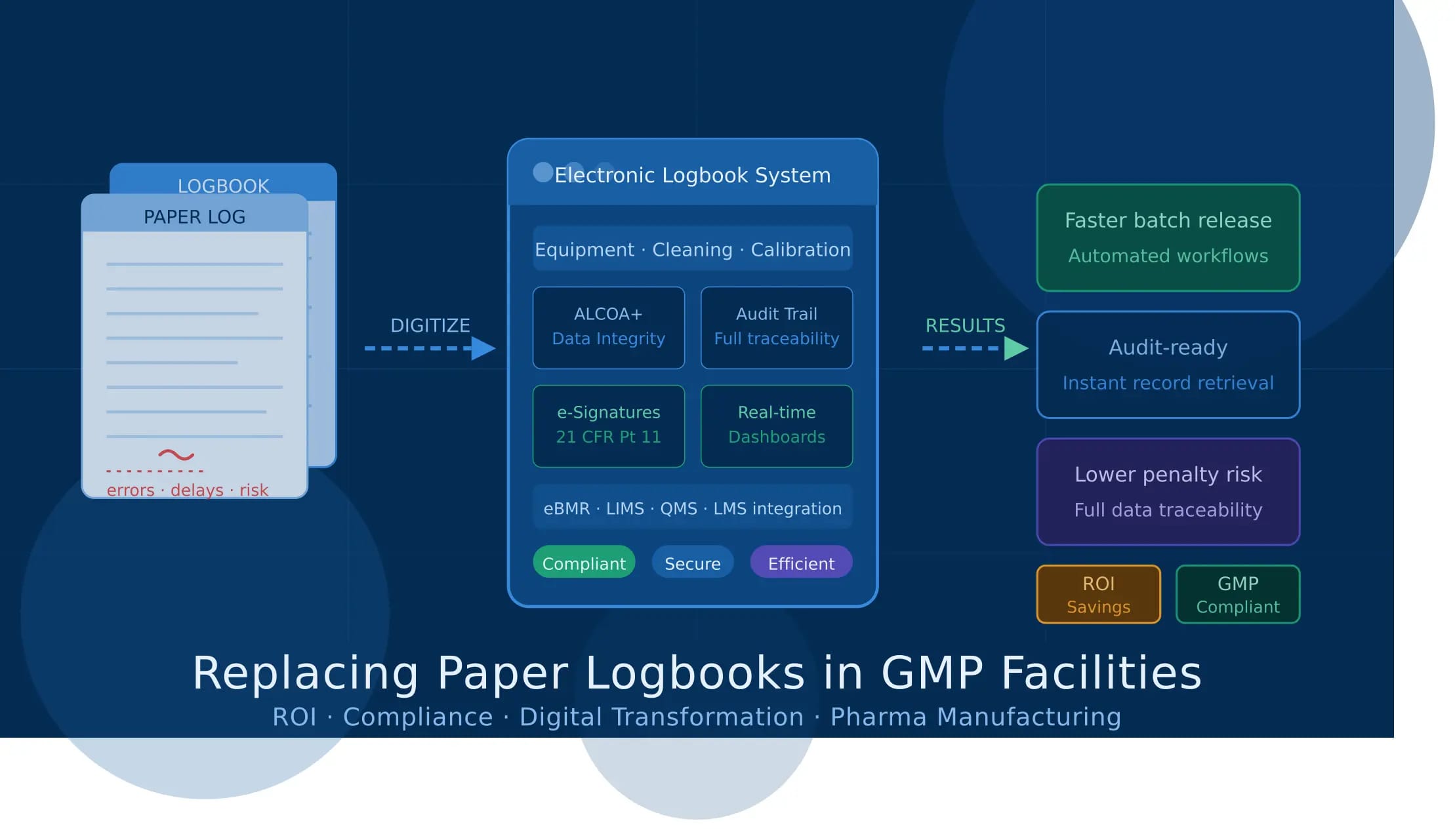
This blog explores the ROI and compliance benefits of replacing paper logbooks in GMP facilities and why digital transformation is becoming essential for modern pharmaceutical operations.
Why Paper Logbooks Create Challenges in GMP Facilities
Paper logbooks may seem simple and familiar, but they often create hidden operational and compliance risks. As pharmaceutical operations become more complex, manual documentation can slow down processes and increase the possibility of errors.
Some common problems with paper logbooks include:
Illegible handwriting
Missing entries
Incomplete data
Delayed approvals
Difficulty in tracking records
Data duplication
Risk of lost or damaged documents
Time-consuming audits
Manual review and reconciliation
In regulated environments, even a small documentation mistake can lead to regulatory observations, delayed batch release, or compliance issues.
Regulatory agencies such as the US Food and Drug Administration and World Health Organization strongly emphasize data integrity, traceability, and accurate record keeping. Traditional paper systems often struggle to meet these expectations efficiently.
What Are Electronic Logbooks?
Electronic logbooks are digital systems used to record, store, monitor, and manage operational data within GMP facilities. These systems replace manual entries with secure digital records that can be accessed in real time.
Electronic logbooks can be used for:
Equipment usage logs
Cleaning and maintenance records
Environmental monitoring
Calibration tracking
Shift handovers
Utility monitoring
Production records
Incident reporting
Modern electronic logbook systems also include features such as electronic signatures, audit trails, automated alerts, role-based access control, and real-time reporting.
Compliance Benefits of Replacing Paper Logbooks
Improved Data Integrity
Data integrity is one of the biggest concerns in pharmaceutical manufacturing. Paper records are vulnerable to overwriting, missing entries, and accidental damage.
Electronic logbooks help maintain ALCOA+ principles by ensuring data is:
Attributable
Legible
Contemporaneous
Original
Accurate
Digital systems automatically capture timestamps, user information, and activity history, creating a secure and traceable audit trail.
This significantly reduces compliance risks during inspections and audits.
Better Audit Readiness
Preparing for regulatory audits using paper logbooks can be stressful and time consuming. Teams often spend hours searching through physical files to retrieve records.
Electronic logbooks make audit preparation much easier because records can be retrieved instantly through search filters and dashboards.
Auditors can quickly review:
Equipment history
User activities
Maintenance records
Change history
Deviations and corrective actions
This improves transparency and reduces the risk of missing documentation during inspections.
Reduction in Human Errors
Manual documentation increases the possibility of mistakes such as skipped entries, wrong dates, duplicate records, or incorrect calculations.
Electronic systems help reduce these errors using:
Mandatory fields
Automated workflows
Drop-down selections
Real-time validations
Electronic approvals
By standardizing documentation processes, GMP facilities can maintain more consistent and accurate records.
Stronger Security and Record Protection
Paper records can be misplaced, damaged by water or fire, or accessed by unauthorized personnel.
Electronic logbooks provide stronger security through:
Password protection
User authentication
Role-based access
Backup and recovery systems
Encrypted data storage
This helps organizations protect sensitive GMP records and maintain long-term document retention requirements.
ROI Benefits of Electronic Logbooks
While compliance improvements are important, the financial return on investment is another major reason pharmaceutical companies are replacing paper systems.
Reduced Administrative Work
Paper documentation requires manual entry, review, filing, storage, and retrieval. This consumes significant time across departments.
Electronic logbooks automate many of these activities, helping employees focus on higher-value tasks instead of paperwork.
Facilities can reduce:
Manual documentation time
Paper handling
Physical storage costs
Record retrieval delays
Administrative overhead
Over time, these savings create measurable operational efficiency.
Faster Batch Release
In paper-based environments, batch review and approval processes often take longer because teams must manually verify records and signatures.
Electronic logbooks enable faster review cycles by providing centralized digital records with automated workflows.
Quality teams can quickly identify issues, review logs, and complete approvals faster. This helps accelerate batch release timelines and improve production efficiency.
Improved Operational Visibility
Paper records do not provide real-time operational insights. Managers often have limited visibility into equipment status, maintenance activities, or process deviations until reports are manually compiled.
Electronic logbooks provide real-time dashboards and reporting tools that help management monitor operations instantly.
This improves:
Equipment utilization
Maintenance planning
Production monitoring
Compliance tracking
Decision-making
Real-time visibility helps reduce downtime and improve overall plant performance.
Lower Risk of Regulatory Penalties
Non-compliance can result in warning letters, production delays, product recalls, or financial penalties.
By improving documentation accuracy and traceability, electronic logbooks help reduce the risk of regulatory observations.
This protects both business reputation and operational continuity.
How AmpleLogic Helps GMP Facilities Go Paperless
AmpleLogic provides advanced digital solutions designed specifically for regulated pharmaceutical and life sciences industries. Its electronic logbook and digital quality management solutions help organizations modernize GMP operations while maintaining regulatory compliance.
With AmpleLogic solutions, pharmaceutical companies can:
Replace manual logbooks with secure digital systems
Improve data integrity and audit readiness
Streamline workflows and approvals
Enable real-time monitoring and reporting
Support compliance with 21 CFR Part 11 and Annex 11 requirements
Reduce operational inefficiencies
AmpleLogic also supports integration with systems such as eBMR, LIMS, QMS, and LMS to create a connected digital manufacturing environment.
Key Considerations Before Implementing Electronic Logbooks
Before transitioning from paper to digital logbooks, organizations should evaluate:
Current documentation challenges
Regulatory requirements
Validation needs
User training requirements
System scalability
Integration capabilities
Data migration strategy
A phased implementation approach often works best for large GMP facilities.
Employee training and change management are also important for ensuring successful adoption.
Replacing paper logbooks in GMP facilities is more than a compliance improvement initiative. It is a strategic move that delivers long-term operational and financial benefits.
Electronic logbooks help pharmaceutical companies improve data integrity, simplify audits, reduce human errors, accelerate batch release, and increase overall efficiency. At the same time, they support stronger compliance with global GMP regulations and data integrity requirements.
As the pharmaceutical industry continues to move toward digital transformation, paper-based systems are becoming increasingly difficult to manage and sustain.
Modern digital solutions from AmpleLogic enable GMP facilities to build smarter, more compliant, and more efficient operations while preparing for the future of pharmaceutical manufacturing.